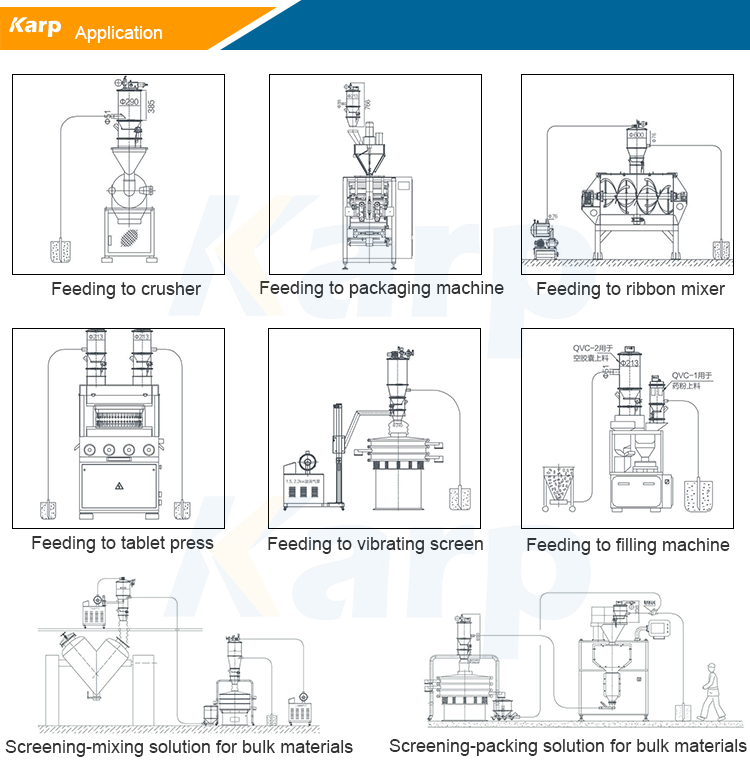
The vacuum conveyor, also known as a vacuum feeding machine, is an advanced and efficient material handling system designed for the dust-free, automatic conveying of powders, granules, and small particles.
Using compressed air as the power source, it generates vacuum through a vacuum generator, forming a continuous airflow that gently and hygienically transfers materials through a sealed pipeline.
| Model |
power kw
|
Hopper volume L
|
Air pressure
Mpa |
Capacity kg/h
|
| ZKJ-1 | 1.5 | 12 |
0.4-0.6 |
100-300 |
| ZKJ-2 | 2.2 | 12 | 200-600 | |
| ZKJ-3 | 3 | 18 | 300-1200 | |
| ZKJ-4 | 5.5 | 40 | 1200-2500 | |
| ZKJ-6 | 5.5 | 40 | 1500-3200 | |
| ZKJ-7 | 7.5 | 90 | 3000-6000 | |
| ZKJ10-6 | 7.5 | 110 | 3000-6000(10m) | |
| ZKJ20-5 | 11 | 300 | 3000-6000(20m) |

Vacuum conveyors are highly suitable for meeting the requirements of the food industry. Their modular design is suitable for a wide range of bulk materials, and their simple structure allows for easy disassembly without tools for cleaning and filter element replacement. Since most food ingredients are organic and therefore flammable, creating explosive dust, vacuum conveyors provide dust-free transmission for safe and hygienic material handling. Vacuum conveyors are becoming the preferred choice for food processing conveyor systems.
Vacuum conveyors are widely used in the pharmaceutical industry for feeding and transferring materials such as refill boxes, initial weighing, mixing, sieving, granulation, compaction, and compression. Vacuum feeders can deliver a mixture without separation, ensuring tight delivery of capsules, pills, and tablets during production. They are modular, hygienic, and easy to disassemble without tools, with compact and lightweight individual parts and components that provide a smooth and gap-free design. Vacuum conveyors are ideal for applications requiring the highest surface quality and the minimum number of connections and gaskets.
Pneumatic-type Vacuum conveyors transport all types of powder, granular materials, dust, particles, fibers, and more to meet the demanding requirements of chemical transportation and handling. The main features include the ability to transfer the most difficult-to-handle materials, such as hazardous materials, and dense metal powders, in a closed system to improve product and processing environments. The system is completely pneumatically operated with no ignition source, and it is small, light, and quiet with easy installation and operation. Its modular design is easy to clean and optimize for configuration, and mobile systems can transport materials to many processes.